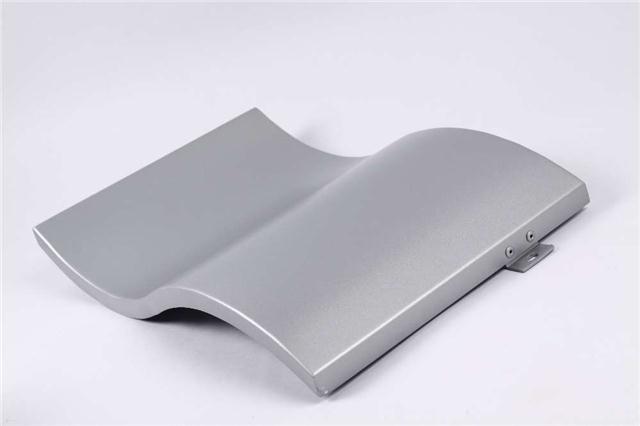
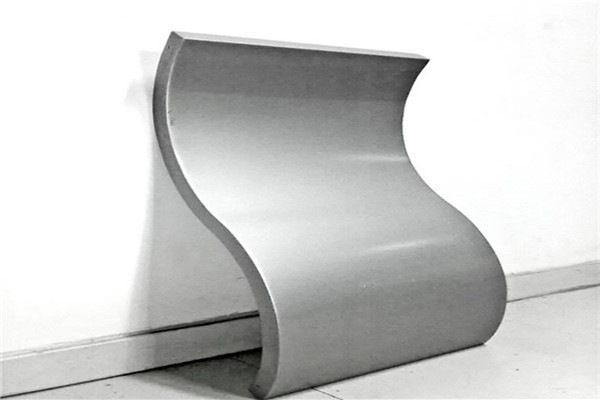
There are several ways to bend aluminium sheet. Aluminium is easy to work with and can be formed into various shapes by heating it in an oven or in a gas flame. However, when bending aluminium, the procedure must be very precise so that the finished product will not break later on.
When working with aluminum sheets, one of the most common methods involves heating a large block of aluminum until it becomes red-hot and then quickly applying pressure (either manual or with a hydraulic press) to deform its shape along pre-determined lines within the metal. The disadvantage of this method is that it is difficult to prevent cracking during the deforming process since there are many different lines within the metal which may result in parts breaking off while other parts remain intact. To avoid this problem one should use a jig for each part being formed so that there will always be at least two support points for each section of metal as it deforms. It would also help if all cracks were located before starting any pressing action since after pressing begins some pieces may break off while others hold strong due to their location relative to other sections holding together well; these sections could potentially come apart once more pressure is applied if they were not properly supported beforehand.
Another method used for bending aluminium consists of using an electric arc furnace where heated air travels through channels creating an extremely hot atmosphere inside which causes rapid cooling around areas where metal has been brought into contact with oxygen, causing localized plastic deformation along pre-determined planes within the sheet (although this is a little more complicated than using an hydraulic press). The disadvantage of this method is that it can be difficult to control the temperature of the metal throughout its entire length due to the fact that most forging houses are built on a large scale and such processes take place in separate furnaces. To avoid this problem one could possibly use multiple presses where each press has its own heating source, so that a section of metal moving through one press will not come into contact with another piece e of metal held by another.